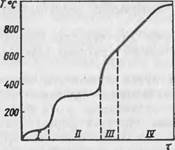
Рис 7 8- Температурно-временной режим процесса удаления связки из заготовки
Основной задачей этого этапа является подготовка заготовки к спеканию. Конфигурация заготовки при этом должна остаться без изменения Удаление связки производят повышением температуры заготовки, что приводит к снижению вязкости и структурно механической прочности системы, из которой сделана заготовка. В результате этого заготовка при определенной температуре может начать деформироваться под действием собственной массы. Для предотвращения этого удаление связки из заготовки необходимо производить по специально подобранному температурно-временному режиму, причем начало удаления связки должно происходить при относительно низких температурах, при которых деформации еще не начинаются. Рассмотрим типовой температурно-временной режим нагрева заготовки при удалении из нее связки (рис. 7.8)
Удаление связки в этой области можно осуществлять как миграцией ее в жидком состоянии, так и испарением При наличии больших количеств термопластичной связки в заготовке (например, при ее изготовлении горячим литьем) на первой стадии процесса удаление связки надо производить миграцией в жидком состоянии, так как она осуществляется при более низких температурах, чем при испарении, что предотвращает деформацию заготовки Для этого заготовку обсыпают или помещают в тонкодисперсный минеральный порошок, являющийся адсорбентом связки. При нагревании заготовки порошок активно адсорбирует появляющуюся на ее поверхности жидкую связку. Для образцов, обладающих достаточной структурно-механической прочностью, адсорбентом может являться пористая огнеупорная подставка, на которую устанавливается заготовка, или насыпанный на нее слой тонкодисперсного порошка. Дальнейшее удаление связки производят при более высоких температурах испарением (до 300 °С).
В рассматриваемой области нагрева происходит удаление значительной части органической связки, сопровождающееся заметным снижением прочности заготовки В этом температурном диапазоне целесообразно давать медленный подъем температур и периодическую выдержку для равномерного прогрева всего изделия во избежание чрезмерно бурного испарения связки и появления дефектов в изделиях При этом чем больше толщина стенки изделия, тем длительнее должна быть выдержка.
Рассмотренный температурно-временной режим имеет обобщенный характер. Для изделий разных конфигураций и составов температурный ход зависимости в пределах каждой области определяется опытным путем так, чтобы обеспечить безопасное протекание всех объемных изменений заготовки (увеличения объема системы при плавлении связки, расширения системы в твердом, жидком состоянии и при переходе связки из жидкого в газообразное состояние). Основными «опасными» моментами при нагревании заготовки являются переходы связки из твердого в жидкое состояние (при температуре плавления) и из жидкого в газообразное.
Общая продолжительность процесса удаления связки — от 5 до 24 ч.
Спекание
Спекание является основным этапом керамической технологии, завершающим процесс образования керамического изделия и определяющим его основные механические и электрофизические свойства. По определению, спекание является агломерацией тонкодисперсных материалов с образованием прочных монолитных и высокоплотных продуктов. Спекание осуществляют путем нагревания (обжига) заготовки до соответствующей температуры, составляющей примерно 0,8 от температуры плавления керамического материала, и производят после удаления из нее связки. При высокотемпературном обжиге в сырьевой смеси происходят многообразные физико-химические процессы, приводящие к образованию новых химических соединений, твердых растворов, стекловидной фазы и кристаллических новообразований. Образующийся в результате спекания монолитный продукт (черепок) характеризуется определенной плотностью, формой и размером кристаллитов, характером пористости, распределением примесей и микрокомпонентов. Совокупность этих свойств составляет керамическую структуру материалов, которая тесно связана с магнитными, электрическими и механическими свойствами. Свойствами керамики можно варьировать в широких пределах, изменяя только керамическую структуру, определяемую режимом обжига при спекании (изменением температуры и газовой среды во времени). Режим обжига строят на основе диаграммы состояния соответствующей системы, исходя из химического и гранулометрического составов шихты, размера и конфигурации заготовки. Таким образом, для каждого керамического изделия существуют свои оптимальные режимы, подбираемые экспериментально на основе знания физико-химических закономерностей процесса спекания.
Различают два вида спекания:
1. Твердофазное спекание, характерное для масс, состоящих из одной твердой фазы, например из одного чистого оксида А1203 или MgO и др. Перейти на страницу: 1 2 3 4
Другое по теме:
Проектирование и технология радиоэлектронных средств МикроЭлектроМеханические Системы или сокращенно МЭМС - это множество микроустройств самых разнообразных конструкций и назначения, производимых сходными методами с использованием модифицированных групповых технологических приемов микроэлектроники ...