Данная установка предназначена для изготовления колец разного диаметра из прутков. Внешний вид установки представлен на рисунке 1.
Установка состоит из следующих основных механизмов и узлов:
1 – механизм подачи и гибки, предназначенный для гибки прутка в кольцо определенного диаметра и отрезки кольца. Механизм подачи состоит из двух пар тянущих профильных роликов. Приводится в действие механизм подачи системой зубчатых колес от мотор-редуктора. При резке кольца рычажный механизм разводит ролики и подача прекращается. Отрезка производится ножом, перемещающимся по направляющим и приводящимся в действие от пневмоцилиндра. Механизм гибки настраивается на гибку колец различного диаметра от 50 до 480 мм из прутка диаметром 5 мм.
2 – модуль правки, предназначенный для выпрямления исходной заготовки. Модуль состоит из двух правочных головок, расположенных в разных плоскостях. В каждой головке пять роликов, зазор между которыми может регулироваться специальным винтовым механизмом, для настройки усилия правки.
3 – каркас, на котором смонтированы все основные части установки. Каркас сварен из стальных уголков, листов и крепится на столе болтами.
4 – ограждение, защищающее от поражения рук движущимися частями установки.
5 – пневмопанель, на которой расположены элементы пневмосистемы управления установкой – блок подготовки воздуха, пневмораспределитель, дроссели-клапаны.
6 – мотор-редуктор мощностью 2,2 кВт, приводящий в движение устройство подачи прутка.
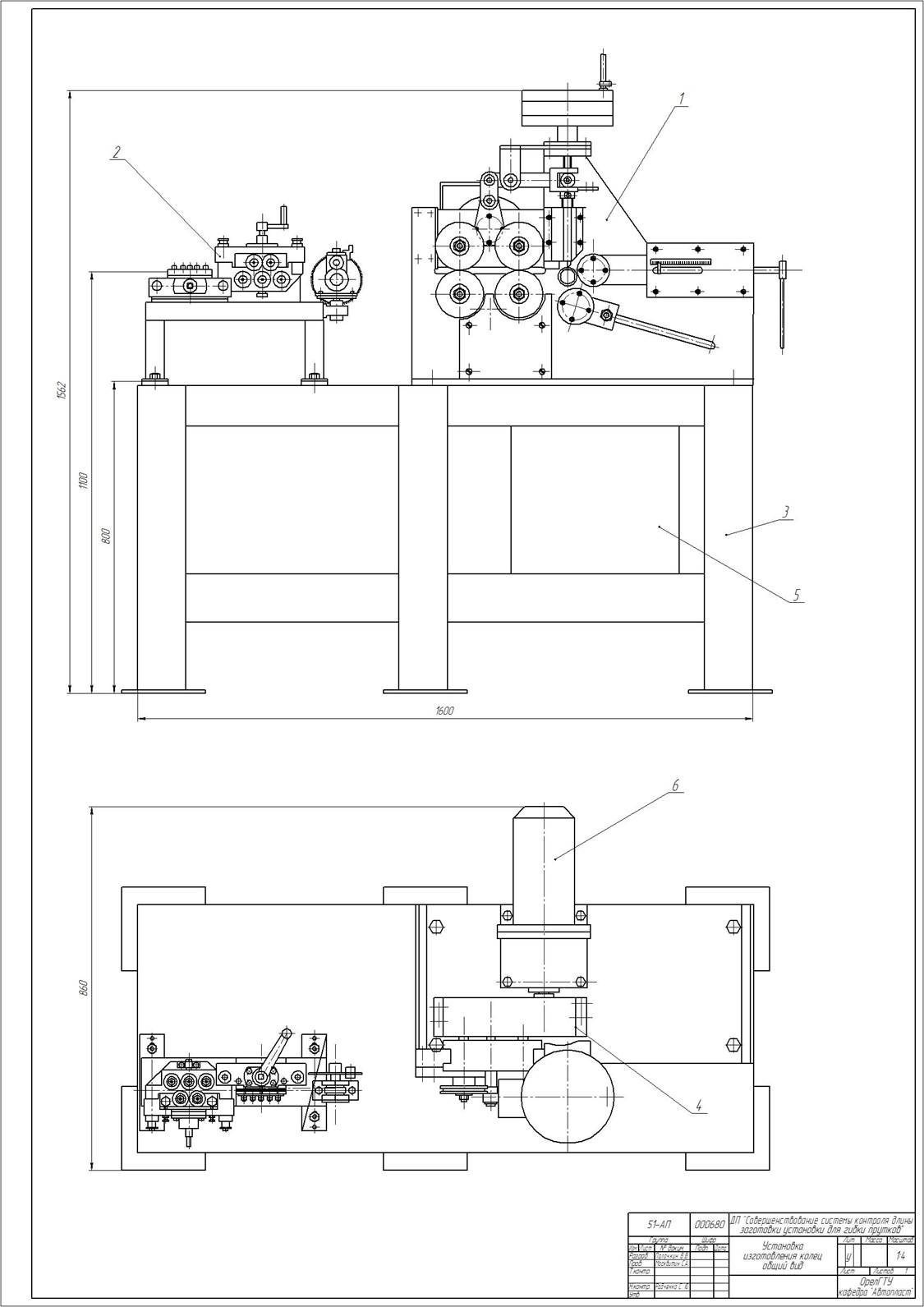
Рисунок 1 – Общий вид установки
Установка работает после наладки и пуска по замкнутому циклу. Циклограмма работы установки представлена на рисунке 2.
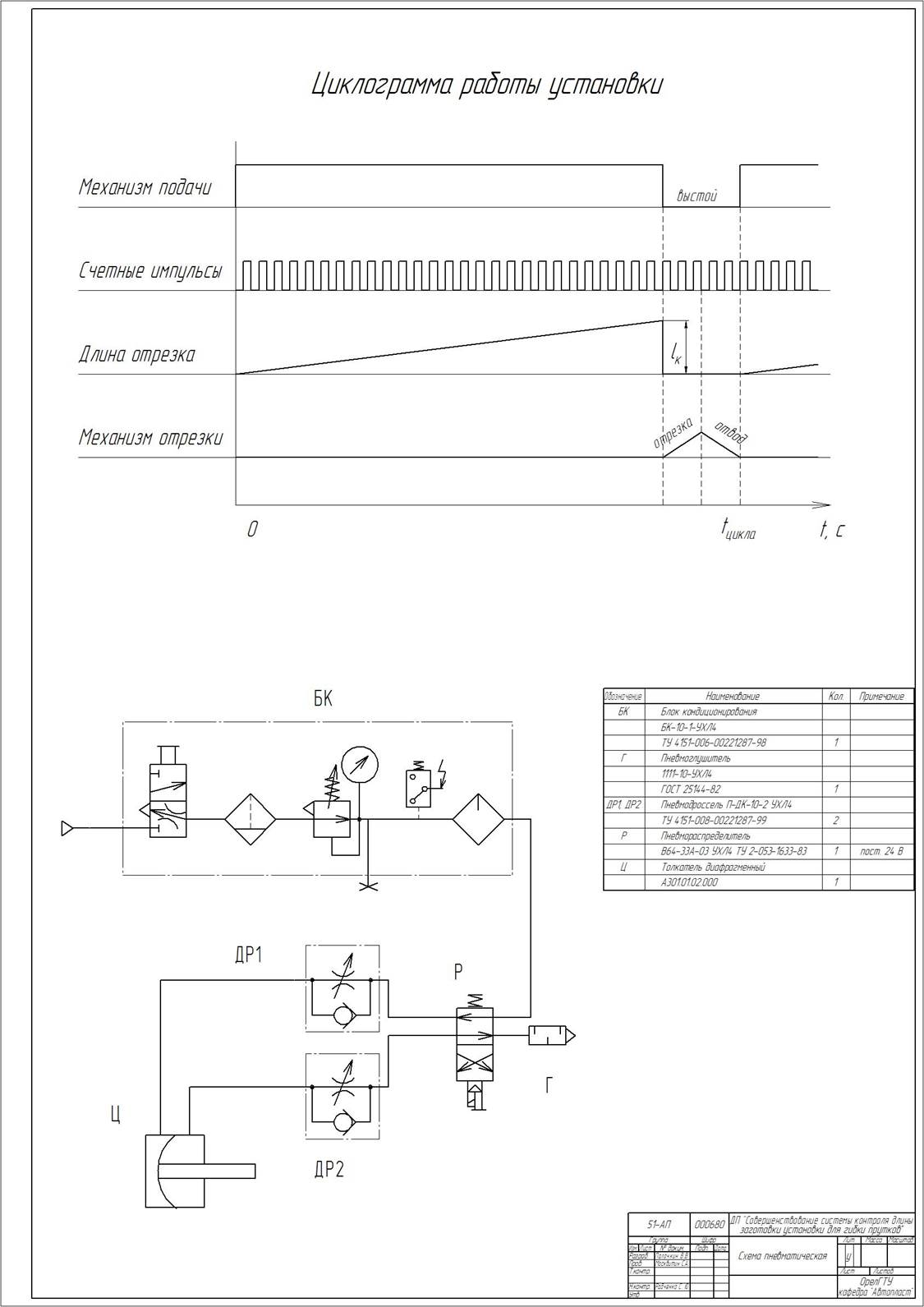
Рисунок 2 – Циклограмма работы установки
Работа происходит следующим образом. Пруток из бухты заправляется в модуль правки, далее в привод ротора датчика угла и в устройство подачи. Модуль правки настраивается на определенное усилие правки. Положение гибочных роликов настраивается на нужный радиус кольца. Блок управления настраивается на нужную длину отрезаемого кольца. Далее производится пуск установки. При подаче прутка датчик угла посылает счетные импульсы на блок управления, где они преобразуются в длину и подсчитываются. При отсчете нужной длины срабатывает электромагнит, переключающий пневмораспределитель, который изменяет направление подачи сжатого воздуха в пневмоцилиндре, пневмоцилиндр разводит подающие ролики и осуществляет отрезку кольца. После этого установка возвращается в исходное положение и цикл повторяется. В таком цикле установка работает в автоматическом режиме до полного израсходования проволоки в бухте.
Пневмосхема установки представлена на рисунке 3. В нее входит:
- блок подготовки воздуха БК, включающий сливной клапан, фильтр-осушитель для удаления из воздуха влаги, вызывающей коррозию пневмооборудования, регулятор давления с манометром и маслораспылитель, насыщающий сжатый воздух парами масла для смазки движущихся узлов пневмосистемы;
- дроссели-клапаны ДР1 иДР2 для регулирования скорости перемещения поршня пневмоцилиндра;
- золотниковый распределитель Р с помощью которого осуществляется реверс пневмоцилиндра;
- пневмоцилиндр Ц;
- глушитель Г, снижающий шум при работе установки.
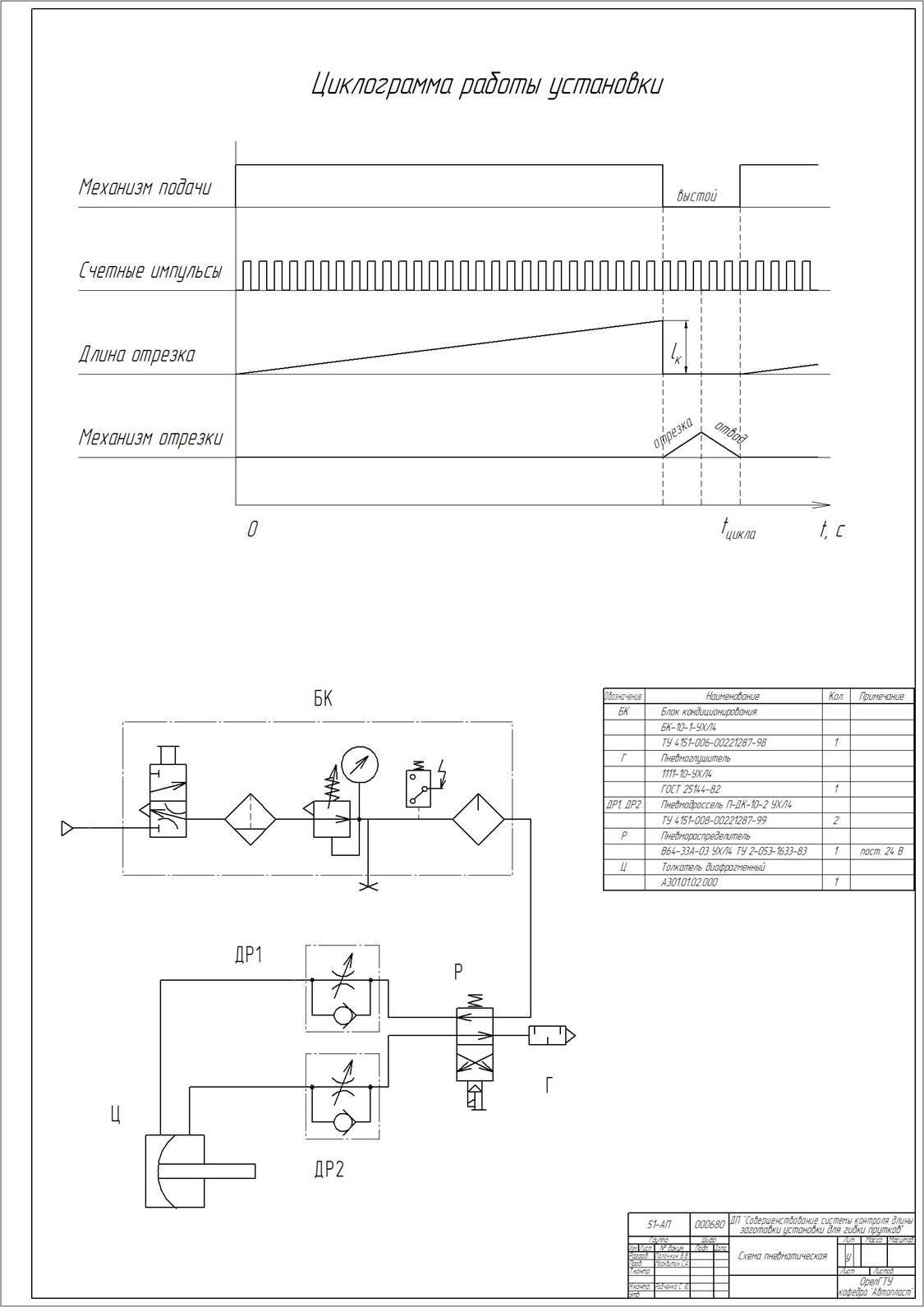
Рисунок 3 – Пневмосистема установки
Анализ достоинств и недостатков оборудования
Достоинствами установки являются ее простота конструкции, возможность изготовления колец различной длины, возможность работы в автоматическом режиме.
Недостатками установки являются:
- отсутствие плавной регулировки частоты вращения электродвигателя;
- брак в работе при отрезке колец в случае падения давления в цеховой магистрали сжатого воздуха;
- неточность отсчитывания длины отрезка из-за слабой помехозащищенности блока управления;
- отсутствие системы подсчета количества деталей в партии;
- работа установки вхолостую при отсутствии заготовки.
Эти недостатки снижают производительность установки, снижают качество изделий, к тому же требуется тщательная наладка установки и контроль над ее работой со стороны оператора.
Другое по теме:
Каналы связи и интерфейсы Тема контрольной работы по дисциплине "Информационные измерительные системы" "Каналы связи и интерфейсы". Появление ИИС обусловлено в первую очередь конкретными задачами производства и научных исследований, требующих получе ...