Эффективность высокоплотного монтажа определяется главным образом применением групповых, поддающихся автоматизации безинструментальных методов микроконтактирования, где все соединения подвергаются пайке одновременно.
Пайка двойной волной припоя
Когда впервые появились коммутационные платы, с обратной стороны которых компоненты устанавливались на поверхность, их пайка производилась волной припоя. При этом возникло множество проблем, связанных как с конструкцией плат, так и с особенностями процесса пайки, а именно: непропаи и отсутствие галтелей припоя из-за эффекта затенения выводов компонента другими компонентами, преграждающими доступ волны припоя к соответствующим контактным площадкам, а также наличие полостей с захваченными газообразными продуктами разложения флюса, мешающих дозировке припоя
Совершенствование конструкции платы оказалось недостаточным для достижения высокого уровня годных при традиционных способах изготовления изделий с ПМК. Потребовалось изменить ТП пайки волной, внедрив вторую волну припоя. Первая волна делается турбулентной и узкой, она исходит из сопла под большим давлением (см. рис. 12).
Турбулентность и высокое давление потока припоя исключает формирование полостей с газообразными продуктами разложения флюса. Однако турбулентная волна все же образует перемычки припоя, которые разрушаются второй, более пологой ламинарной волной с малой скоростью истечения. Вторая волна обладает очищающей способностью и устраняет перемычки припоя, а также завершает формирование галтелей. Для обеспечения эффективности пайки все параметры каждой волны должны быть регулируемыми. Поэтому установки для пайки двойной волной должны иметь отдельные насосы, сопла, а также блоки управления для каждой волны
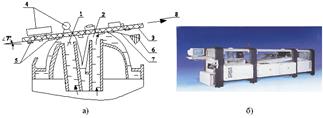
Рис. 12. Установка для пайки двойной волной припоя: схематическая (а); фирмы ERSA (б): 1 – турбулентная, скоростная, узкая первая волна припоя; 2 – ламинарная, плавная, широкая, низкая вторая волна припоя; 3 – ПП; 4 – ТМК; 5 – ПМК; 6 – дешунтирующий нож; 7 – струя горячего инертного газа; 8 – направление движения платы с ЭРК
Пайка двойной волной припоя применяется в настоящее время для одного типа коммутационных плат: с ТМК на лицевой стороне и простыми ПМК (чипами и транзисторами) на обратной. Некоторые компоненты для ПМК (даже пассивные) могут быть повреждены при погружении в припой во время пайки. Поэтому важно учитывать их термостойкость.
Хорошо разнесенные, не загораживающие друг друга компоненты способствуют попаданию припоя на каждый требуемый участок платы, но при этом снижается плотность монтажа. При высокой плотности монтажа, которую позволяет реализовать ПМК, с помощью данного метода практически невозможно пропаять ПМК с четырехсторонней разводкой выводов. Чтобы уменьшить эффект затенения, прямоугольные чипы следует размещать перпендикулярно направлению движения волны
Пайка оплавлением дозированного припоя (ПОДП) в различных ТС
ПОДП применима только к микросборкам с ПМК. Процесс пайки оплавлением дозированного припоя включает в себя такие этапы, как:
· нанесение припойной пасты методом трафаретной печати (иногда, применяют ее просушку) на КП ПП;
· установка компонентов на поверхность ПП;
· плавный разогрев ПП с компонентами до температуры расплавления припойной пасты Перейти на страницу: 1 2 3 4 5 6
Другое по теме:
Методы расчета цифровых БИХ-фильтров и вид целевой функции Непрерывно развивающаяся цифровая техника, увеличение скорости вычислений и номенклатуры выполняемых операций приводит к широкому внедрению различных методов цифровой обработки сигналов в радиоэлектронных системах. Применение этих ...