Обоснование выбора метода микроконтактирования
Технология монтажа направлена на получение надежных электрических соединений между конструктивами.
Основным этапом технологического процесса (ТП) монтажа ЭУ является микроконтактирование электропроводящих элементов платы с выводами компонентов.
Эффективность высокоплотного монтажа определяется главным образом применением групповых, подающихся автоматически безинструментальных методов микроконтактирования. Автоматизация микроконтактирования в ТПМ является не только средством повышения производительности и технологичности изготовления ЭУ, но и одним из основных гарантов обеспечения качества и надежности получаемых при этом электрических соединений.
Из известных методов микроконтактирования для внутриузлового монтажа преимущественно используются пайка и микросварка, а в редких случаях – микроконтактирование с применением контактолов.
При планировании производства необходимо исходить из оптимальных значений надежности монтажных соединений: для паяных соединений интенсивность отказов (l) должна быть не менее 10-9 ч-1, для сварных с оплавлением контактируемых материалов – 10-10 ч-1.
При выборе микросварки как метода микроконтактирования следует учитывать нагревостойкость диэлектрического материала КП, подбирать контактирующие материалы с невысоким пределом упругости и др. Высококачественная микросварка в ТПМ – процесс дорогостоящий и низкопроизводительный.
Метод пайки является хорошо освоенным процессом микроконтактирования, который реализуется разными способами, имеет меньшее число ограничений по сравнению со сваркой и который является единственным групповым методом, автоматизируемым на самом высоком уровне, в том числе безинструментально.
Однако, пайка – далеко не идеальный метод микроконтактирования, даже в самых усовершенствованных ее вариантах, что связано с потребностью в припойных материалах и сложных очистительных процессах после монтажа. Но все же, пайка, на данный момент является самым оптимальным методом получения высоконадежного электрического соединения между конструктивами.
Индивидуальная пайка
В зависимости от типа производства пайка может выполняться индивидуально, или различными групповыми способами
Под индивидуальной пайкой следует понимать такой процесс пайки, который реализуется человеком вручную с применением различных инструментов, таких, как микропаяльник, термопинцет, паяльные станции и др.
Существует также еще целый ряд оборудования, применяемого в индивидуальной паке. Например: термокарандаш, термозахват, газовый паяльник, микропаяльник с отсосом и др.
При монтаже ТМК применяют только поединичную пайку контактов с помощью обычных микропаяльников.
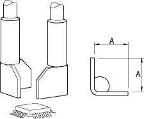
Таблица 4. Основные типоразмеры термоинструментов
| Графическое изображение термоинструмента | Типоразмеры |
| Для компонентов в микрокорпусах типа SOIC
| А = (4 – 20) мм |
|
| А = (8 – 11) мм |
|
| А = (1.5 – 2.5) мм |
| Для многовыводных корпусов
| А = 50 мм |

 Для QFP и PLCC
Для QFP и PLCC  Для чип – компонентов
Для чип – компонентов 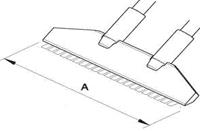
Другое по теме:
Разработка автономного радиомаяка Актуальной проблемой на сегодняшний день является разработка новых методов получения электрической энергии, необходимой для питания электрооборудования автономных устройств, к которым относятся навигационные буи, речные бакены и т. п. В них исто ...