Конструкция типичной установки пайки ИК оплавлением дозированного припоя и ее температурно – временной режим приведены на рис. 15.
Установка состоит из корпуса 1, внутри которого расположено несколько зон нагрева, в каждой из которых поддерживается заданный тепловой режим. В первой и второй зонах производят постепенный предварительный нагрев изделия 2 с помощью плоских нагревателей 3. Пайку производят в третьей зоне быстрым нагревом объекта выше температуры плавления припоя с помощью кварцевых ИК ламп 4, затем объект охлаждают с помощью устройства 5. ПП транспортируются через установку на ленточном (обычно сетка из нержавеющей стали) конвейере 6. Режимы работы нагревателя и скорость конвейера регулируются с помощью микропроцессорной системы, температурный профиль вдоль установки отображается в графической и цифровой форме на экране дисплея.
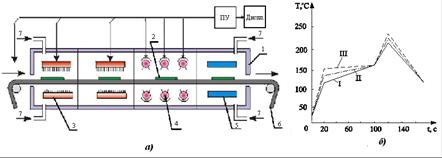
Рис. 15. Схема установки пайки ИК-излучением (а) и ее температурно – временной режим (б): 1 – корпус; 2 – ПП; 3 – плоские ИК нагреватели (панели); 4 – кварцевые ИК лампы; 5 – охладитель; 6 – лента конвейера; 7 – подача горячего воздуха; I – нагрев массивных ПМК; II – нагрев паяемых соединений; III – нагрев ПМК малой массы
Лазерная пайка
Лазерная пайка (пайка лучом лазера) не относится к групповым методам пайки, поскольку монтаж ведется по каждому отдельному выводу либо по ряду выводов. Однако бесконтактность приложения тепловой энергии позволяет повысить скорость монтажа до 10 соединений в секунду и приблизиться по производительности к пайке в ПГС и ИК-излучением
По сравнению с другими методами лазерная пайка обладает рядом следующих преимуществ:
· во время пайки ПП и корпуса компонентов практически не нагреваются, что позволяет монтировать компоненты, чувствительные к тепловым воздействиям;
· в связи с низкой температурой пайки и ограниченной областью приложения тепла резко снижаются температурные механические напряжения между выводом и корпусом;
· выбор материала основания не является критическим;
· кратковременное действие тепла (20…30) мс, резко снижает толщину слоя интерметаллидов, припой имеет мелкозернистую структуру, что положительно сказывается на надежности паяных соединений;
· установки лазерной пайки могут быть полностью автоматизированы, при этом возможно использовать данные САПР для ПП;
· возможна пайка ячеек с высокой плотностью компоновки компонентов, с размерами КП до 25 мкм, без образования перемычек на соседние соединения или их повреждения;
· при использовании хорошо просушенной припойной пасты, выполненные с помощью лазерной пайки паяные соединения, не образуют шариков припоя или перемычек, в результате чего отпадает необходимость применять паяльные маски;
· при использовании лазерной пайки нет необходимости в предварительном подогреве многослойной ПП, что обычно необходимо делать при пайке в ПГС для предотвращения расслоения платы;
· не требуется также создавать какую-либо специальную газовую среду. Процесс пайки ведется в нормальной атмосфере без применения инертных газов
Пайка ИС в корпусе BGA
Перед началом процесса пайки (см. рис. 16, а) сферические выводы BGA позиционированы по контактным площадкам печатной платы. Нижняя плоскость корпуса BGA параллельна плате. Форма выводов BGA – правильная сферическая, поверхность гладкая, слегка матовая. Процесс оплавления выводов начинается при температуре 183 °C. Под действием сил гравитации происходит первичное «оседание» BGA расстояние между корпусом и платой сокращается до 0,8 мм, форма выводов становится бочкообразной, а поверхность выводов тускнеет, оставаясь гладкой (см. рис. 16, б). По достижении пиковой температуры пайки происходит полное оплавление выводов и смачивание контактных площадок платы припоем. Происходит вторичное «оседание» BGA высота выводов еще раз уменьшается (в примере до 0,5 мм), результирующая форма выводов, поддерживаемая силами поверхностного натяжения, – сплющенная эллиптическая. Поверхность выводов – гладкая блестящая (см. рис. 16, в). При корректном соблюдении технологии пайки все выводы BGA трансформируются в порядке, показанном на рис. 16, г Перейти на страницу: 1 2 3 4 5 6
Другое по теме:
Разработка передающего полукомплекта ТУ С увеличением расстояния передачи, объёма информации и числа контролируемых объектов особое значение приобретает необходимость сокращения затрат на линии связи, обеспечения качества передачи сигналов и быстродействия системы передачи. Эти пробл ...